

厂家在设计和加工连续模时应该注意哪些?
来源: www.chinachangchi.com 作者: 宁波市鄞州昌驰电子有限公司 时间: 2020-10-30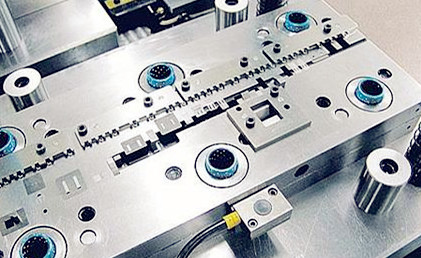
随着冲压行业不断的发展,生产厂家越来越多,为了提高自己产品的竞争力,厂家需要设计和加工工艺上面不断的提高核心竞争力。连续模是冲压件中对精度要求比较高,部件比较复杂的一种,厂家在设计和加工时应该注意哪些?
1、如果冲孔较多,小凸模的长度不能过大
有些连续模外形突出,在设计和加工的时候,可以根据其尺寸的大小做成阶梯式凸模。这样可以降低冲压力,减少冲床负荷。不过要注意的是,对于尺寸比较小的地方,长度不能过大。
2、挡料、侧刃等步距定位装置
为了确保条料能够准确的进行定位,让其步距一致,需要使用到定位装置,目前比较常见的定位装置有导板、固定挡料销、导正销、侧刃等。
3、导正销的长度需控制
为了更加精确的控制送料步距,经常会使用到导正销做定位,导正销的直径一般为∮1.2~6mm,但是要注意控制好其长度,一般不能太长,不然会导致模具送料不畅,卡料等情况。
4、自动冲模过程中不建议使用脱料元件
连续模本身属于高效率的模具,使用寿命长,但是在使用过程中使用弹性脱料元件,可能导致卸料难度增加,使用寿命缩短。建议使用弹簧做卸料元件。
以上几点是厂家在设备和生产连续模的时候需要注意的几点想要设计和生产出合格的连续模,所需要考虑的问题应该要面面俱到。
上一篇:级进模的主要特点及日常维护
下一篇:级进模的性能和使用材料密切相关